对于卷板加工及
大型卷板加工过程对于管道焊接及材料的要求优诸多的方面,今天四海小编就给大家带来详细的阐述如下:
1.焊接材料的质量合格证明书、标识及检验报告必须符合现行有关标准及规范的要求。
2.焊条、焊丝、焊剂等焊接材料的选择必须与母材相匹配,全作用前按说明书及工艺文件的规定进行烘焙和存放。焊条、焊剂和粉芯焊丝在使用前,必须按产品说明书及有关工艺文件规定的技术要求进行烘干。低氢型焊条烘干后必须存放在保温箱(筒)内,随用随取。焊条由保温箱(筒)取出到施焊的时间不宜超过2h(酸性焊条不宜超过4h)。不符上述要求时应重新烘干后再用,但焊条烘干次数不宜超过2次。
3.焊工必须经考试合格并取得合格证书,持证焊工必须在其考试合格项目及其认可的范围内施焊。
4.雨雪天气时,禁止露天焊接。构件焊区表面潮湿或有冰雪时,必须清除干净方可施焊。在四级以上风力焊接时,应采取防风措施。
5.焊丝宜采用表面镀铜,非镀铜焊丝使用前应清除浮锈、油污。
6.焊接前应将焊缝及其周围的油、污、锈等清除干净,再进行施焊。
7.不应在焊缝以外的母材上打火引弧。
8.定位点焊,必须由持焊工合格证的工人施焊。点焊用的焊接材料,应与正式施焊用的材料相同。点焊高度不宜超过设计焊缝厚度的2/3,点焊长度宜大于40mm,间距宜为500~600mm,并应填满弧坑。如发现点焊上有气孔或裂纹,必须清除干净后重焊。
9.对接接头的平焊缝,其两端必须配置引弧板和引出板,其材质和坡口型式应与被焊工件相同。手工焊引弧板和引出极长度,应大于或等于60mm,宽度应大于或等于50mm;焊缝引出长度应大于或等于25mm。自动焊引弧板和引出板长度,应大于或等于150mm,宽度应大于或等于80mm;焊缝引出长度应大于或等于80mm。焊接完毕后,必须用火焰切除被焊工件上的引弧、引出板和其它卡具,并沿受力方向修磨平整,严禁用锤击落。
10.采用多层焊时,应将前一道焊缝表面清理干净后再继续施焊。
11.直管段上两对接焊口中心面间的距离,当公称直径大于或等于150mm时,不应小于150mm;当公称直径小于150mm时,不应小于管子外径。
12.坡口底层焊道宜采用不大于Φ3.2mm的焊条,底层根部焊道的最小尺寸应适宜,以防产生裂纹。
13.焊条、焊丝、焊剂和粉芯焊丝均应储存在干燥、通风良好的地方,并设专人保管。
14.要求焊透的对接双面焊缝和T型接头角焊缝的背面,可用清除焊根的方法施焊。
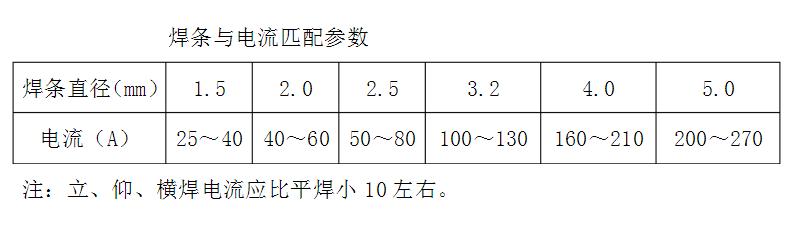
15.手工电弧焊焊接电流应按焊条产品说明书的规定如下:
 技术支持
技术支持