今天小编给大家带来的是关于卷管加工制作技术要求相关资料:
一、卷管焊缝为双面焊缝,允许有两道纵向焊缝,两焊缝间距大于300mm。焊缝外观质量标准不低于《焊接规范》中的三级标准。
二、卷管组对时,两焊缝间距应大于100mm,外接支管外壁距纵环向缝不应小于50mm。
三、卷管对接焊缝的错边量不应超过壁厚的20%,且不大于2mm,超过规定时,应选 两相邻偏差值较小的管子对接。
四、卷管周长偏差如下:
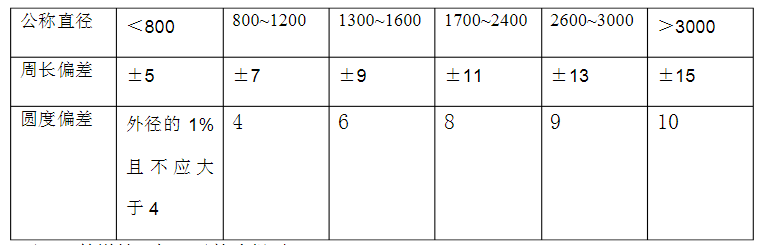
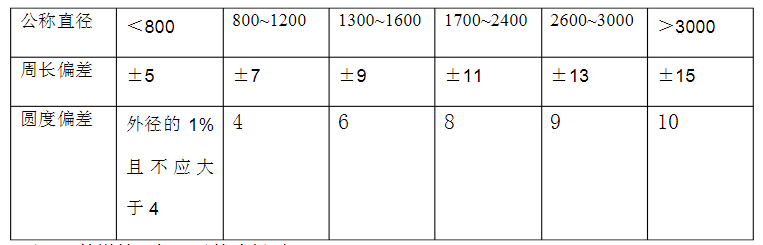
五、管道坡口加工及接头组对:
1.当管道壁厚小于6mm时,为I型焊缝,当管道壁厚大于6mm时为V型焊缝;
2.直径大于600mm的管道,且壁厚大于6mm时,一般应在管子内侧的根部进行封底;
3.煤气卷管除规定用搭接连接部位外,其余皆采用连续坚固的V型坡口对焊连接,如果焊缝发现缺陷必须铲掉重焊,重焊不得多于两次,不允许补焊。 卷管的同一筒节上的 纵向焊缝不宜大于两道;两纵缝间距不宜小于200mm。
六、卷管组对时、两纵缝间距应大于100mm。支管外壁距焊缝不宜小于50mm。
七、卷管的校圆样板的弧长应为管子周长的1/6~I/4;样板与管内壁的不贴合间隙应符合下列规定:
1. 对接纵缝处不得大于壁厚的10%加2mm,且不得大于3mm。
2. 离管端200mm的对接纵缝处不得大于2mm。
3.其他部位不得大于1mm。
八、卷管端面与中心线的垂直偏差不得大于管子外径的1%,且不得大于3mm。平直度偏差不得大于1mm/m。
九、在无锡卷管加工过程中,应防止板材表面损伤。对有严重伤痕的部位必须进行修磨,使其圆滑过渡,且修磨处的壁厚不得小于设计壁厚。
十、卷管加工规格、尺寸应符合设计文件的规定,质量应符合本规范第7章中相应质量等级的规定。
十一、
卷管加工制作完毕后,应进行外观和煤油检查,其检查方法如下:
1.外观检查:检查其外形是否整齐,焊缝高度是否符合技术要求;
2.煤油检查:在管道焊缝处外涂白垩内涂煤油进行检查,超过30分钟后在涂白垩的表面未发现暗黑的油点,即不渗透煤油为合格,否则必须将不合格的焊缝铲除重焊,直至合格为止,重焊次数不应超过两次。
十二、卷管制作完毕交付安装前必须进行外观检查,检查其外形是否整齐,焊缝是否平整,焊缝高度是否符合要求,防腐漆是否按规定涂刷等。
十三、所有管道制作完成后,需按YB/T9256-96《钢结构,管道涂装技术规范》要求进行钢材内外部表面预处理,除锈等级最低达到Sa2或St3,然后再涂两遍底漆,涂层厚度达60-80um,再运至现场安装。
以上是小编本次给大家带来的精彩分享内容,希望对您有所帮助,更多详细可查阅官网:http://www.wxshjb.com/
 新闻资讯
新闻资讯

